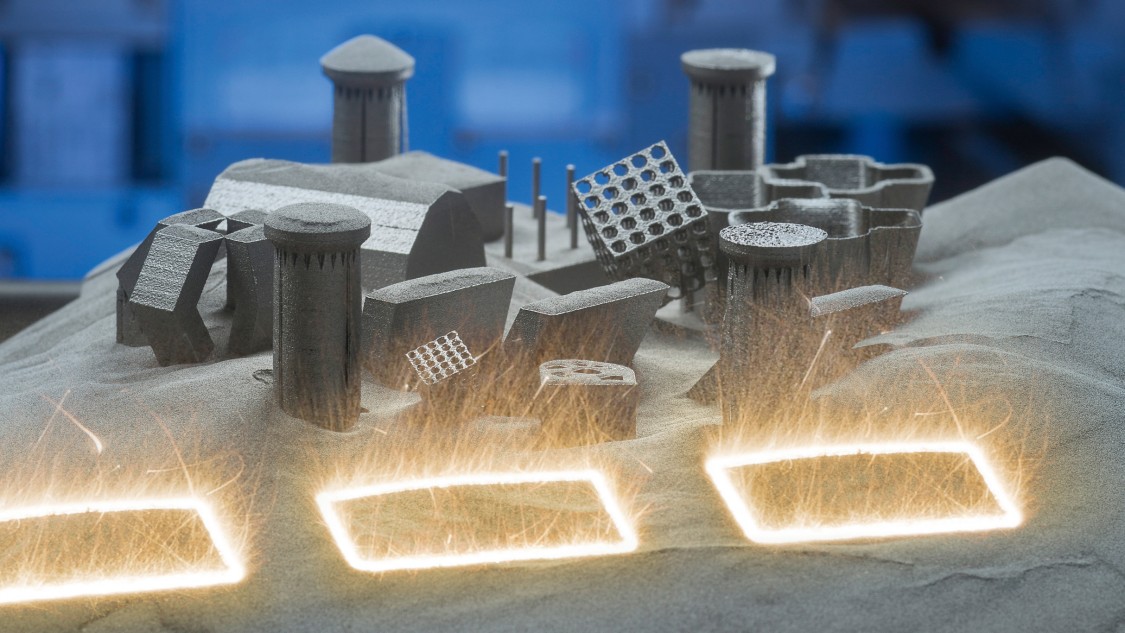
Image: Siemens AG – Additive Manufacturing
In the past three decades, additive manufacturing (AM), a.k.a. 3D printing has seen a flight in investment in printing technologies, driven by companies starting to carve out their position in the AM market. These investments were necessary to get the printing technology to a quality level that would be acceptable for the end-user. In addition, now that 3D printers could print technically better final use parts, investments in the development of various advanced materials for 3D printing attracted another wave of investments.
Lastly, the software needed to design and handle the print files, automated order intake, nesting software and ERP software received considerable investments. The next step was the introduction of post processing quality improvement steps, such as polishing, dyeing, automated support removal, etc.
Consequence: AM technology, has proven itself and is now able to deal with a growing number of both ‘core’ manufacturing applications, as well as those across key industry verticals like aerospace and automotive. Consequence: AM technology, has proven itself and is now able to deal with a growing number of both ‘core’ manufacturing applications, as well as those across key industry verticals like aerospace and automotive.
AM production facilities have not been designed to process high volumes, let alone a combination high volumes and high mix output
The inevitability of High Volume and High Mix
To start with the latter, the economics of a powder bed 3D printer – the most used industrial print technology – is to run it 24/7 and to print as many parts as qualitatively possible. I.e., to optimize, if not maximize nesting in the building box.
In addition, by maximizing output during one print run you make maximum use of virgin material, limiting the amount of material that can be re-used by mixing it with virgin material; a delicate exercise of balancing the two qualities of powder is necessary to ensure the quality of the next print run. Maximizing material efficiency is one economic aspect of 3D printing. When demand starts growing, instead of waiting to collect enough suitable orders for a print job – a business model still in practice today – lead times start to impact the economics of printing.
Volumes need to be processed according to desired delivery; this is true for both external print services as for internal print services. These lead times also force the aspect of printers being filled with both serial production as well as one off production, i.e., high volume and high mix.
The consequence of High Volume x High Mix
With expected and continued growth of AM as a serious manufacturing technology, high mix and high volume output will be the default approach. Consequently, the workflow post-printing will have be able to tackle the mix in parts coming through the system.
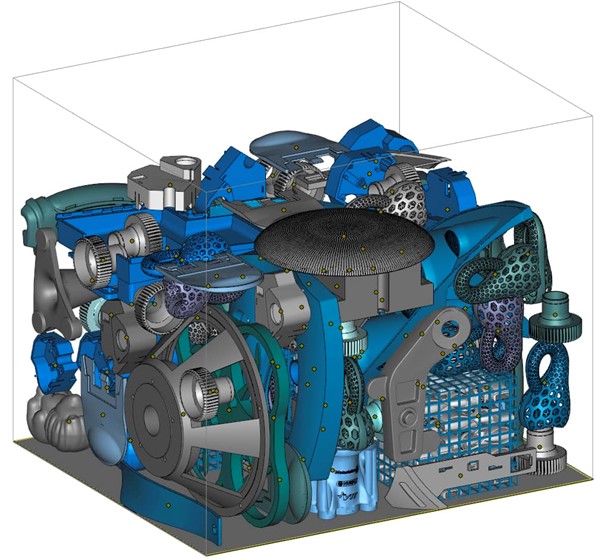
High Mix – High Volume nesting | Source: Materialise
Currently, post processing is foremost a manual labour guided exercise. Individual workstations have been created to process printed parts and to increase the quality of the print output: de-powdering units, cleaning units, tumbling units, dyeing, spraying units, polishing units, all contribute to improving the ultimate manufacturing result. Each order has its own menu or requirements of post processing.

With that higher volume and higher variability of parts in the factory, it is crucial to track and trace all parts. In addition, as each individual part has a specific menu, all parts move back and forward from single piece to batch processes. The only way to keep track of all these individual menus is to be able to identify each individual part. Once you can identify parts, you can route and transport according to their individual menu. In addition, at the end of the workflow one can bring different parts of a single order back together (recombination) to prepare for shipping.
Currently, identification and sorting is done through manual labour. Add one more printer upfront to grow your 3D printing output, add two to three people at the backend to process the additional output. As labour costs will start to increase the price per part comes under pressure and starts growing, thus, impacting the competitive strength of 3D printing compared to traditional manufacturing technologies. Automation is the way out of this loop.
AM workflow Automation
The automation needed for this type of tracking and tracing still is in development. AM-Flow is a pioneer in this area, providing 1st generation solutions to a number of customers who have already seen the looming challenge of cost per print and lead times.

There are different initiatives that aim to address the challenge of fully end-to-end digital manufacturing. Siemens is visualizing this future with its virtual AM Factory, run by Siemens ERP software. EOS, together with a string of German companies and universities is proactively looking for a solution in their Polyline project. AM-Flow has already built the first systems towards the end goal of fully digital Industry 4.0 AM Factories.